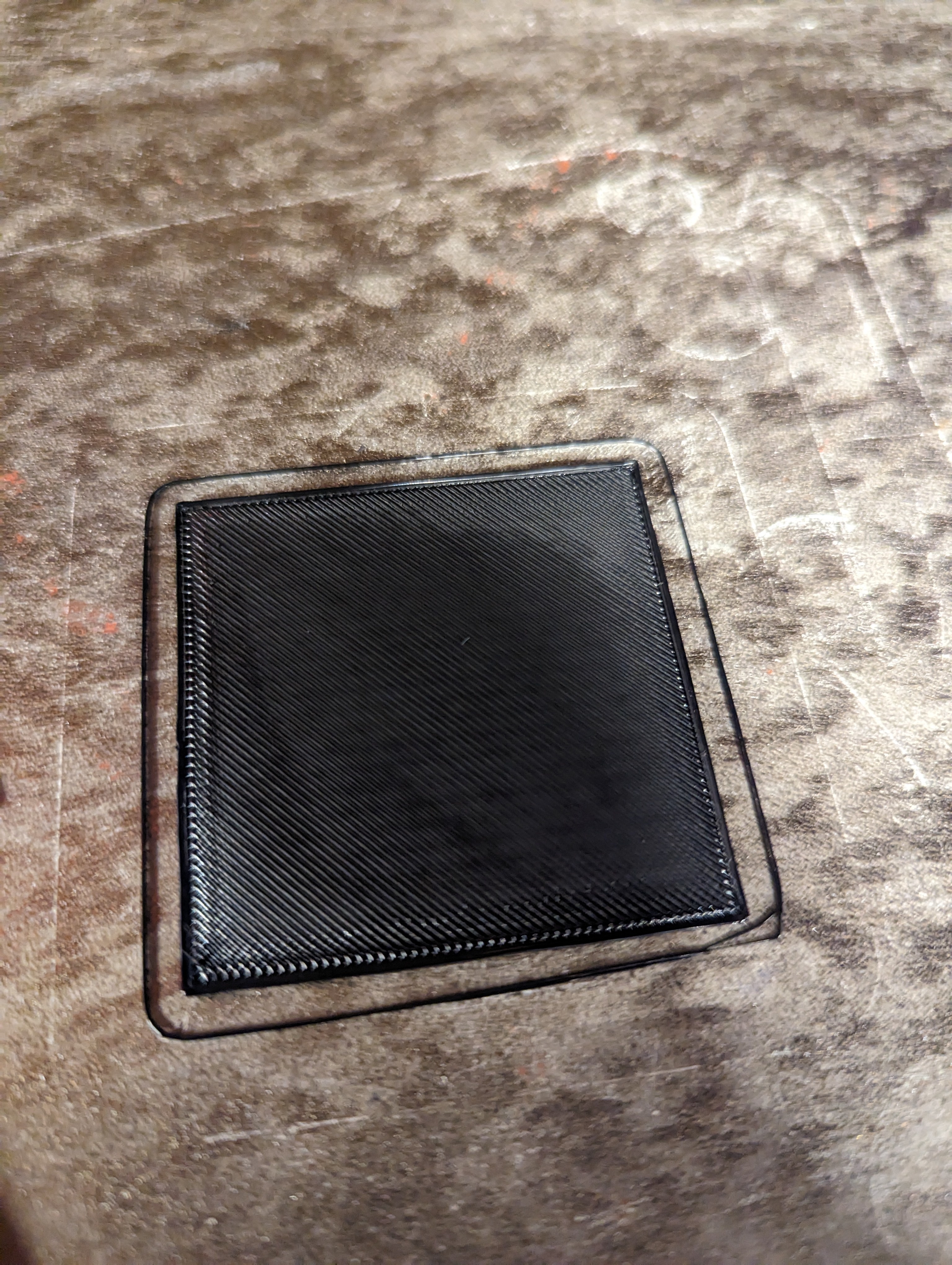
I'm trying to diagnose what tuning I need to get a smooth top layer on a solid print.
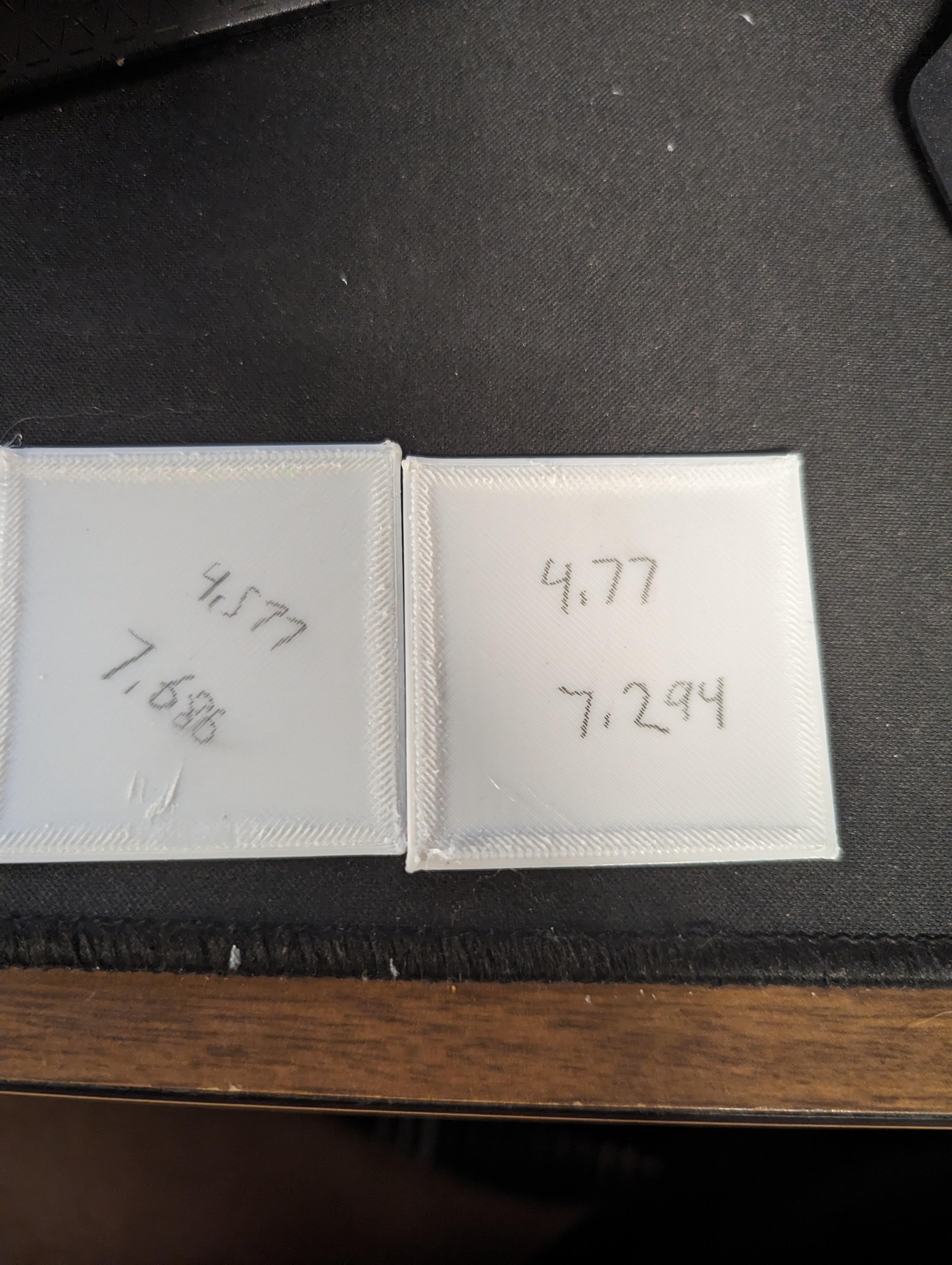
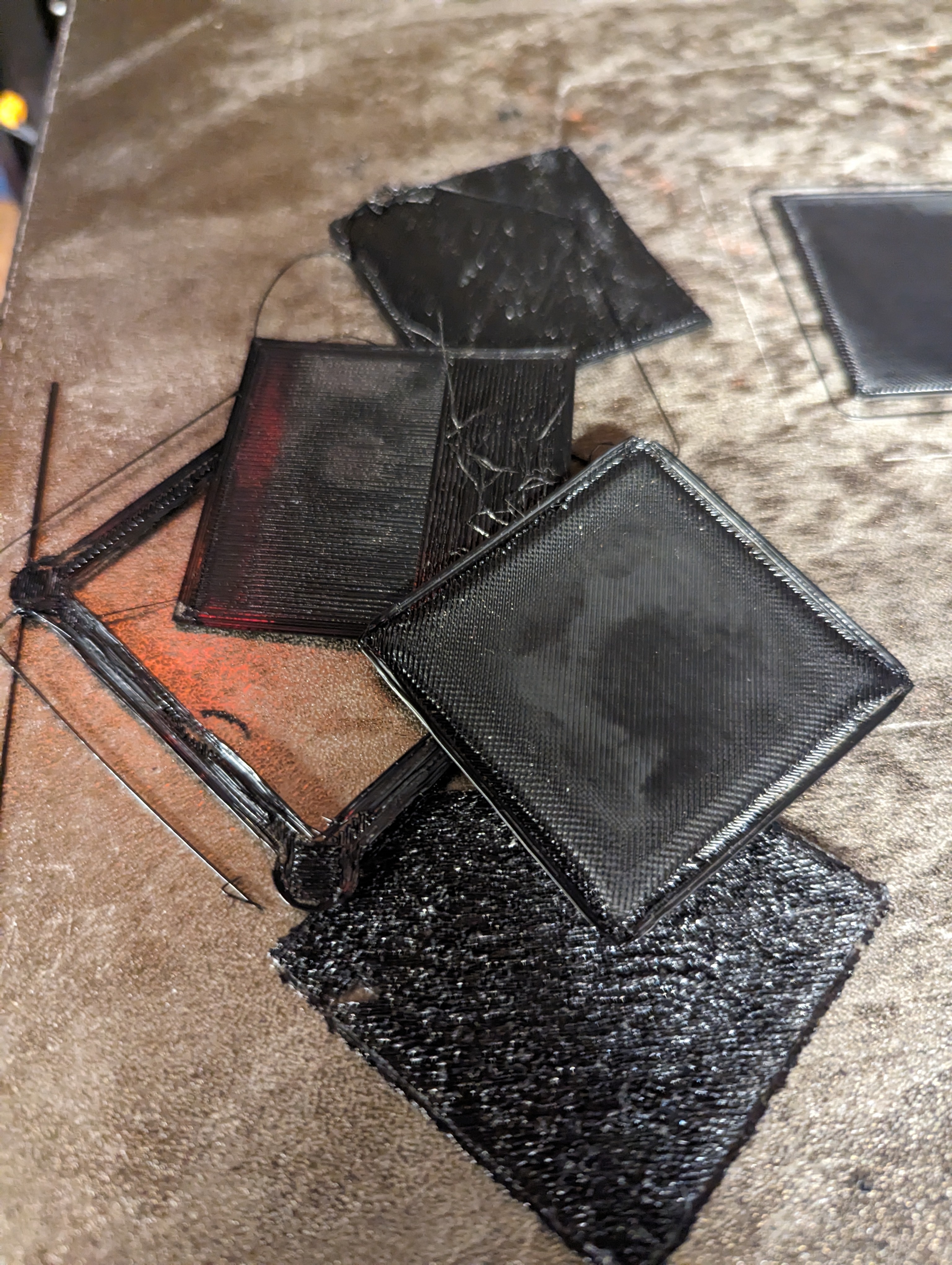
The picture you see is a 50mmx50mmx1mm square (cube([50,50,1]); in openscad) printed with a .4 nozzle. (5 layers)
For tuning on the problem, I have looked into:
- z_offset -- tried all kinds of values and if I reduce it anymore, it doesn't squish into the bed and the center part is exactly 1mm -- so unlikely to be that.
- bed level -- bltouch is working well
- extrusion (esteps or rotational_distance) - played with this a great deal and any less and i start to have under-extrusion in the center area.
- different filament -- same with PLA, PETG and ABS
- Different slicer -- same with PrusaSlicer or Cura
- Different speeds -- one on the left was printed at 20mm/s -- the right was printed at 150mm/s
I also cant find any guides out there that show this issue. Anybody with some suggestions or threads I can pull?