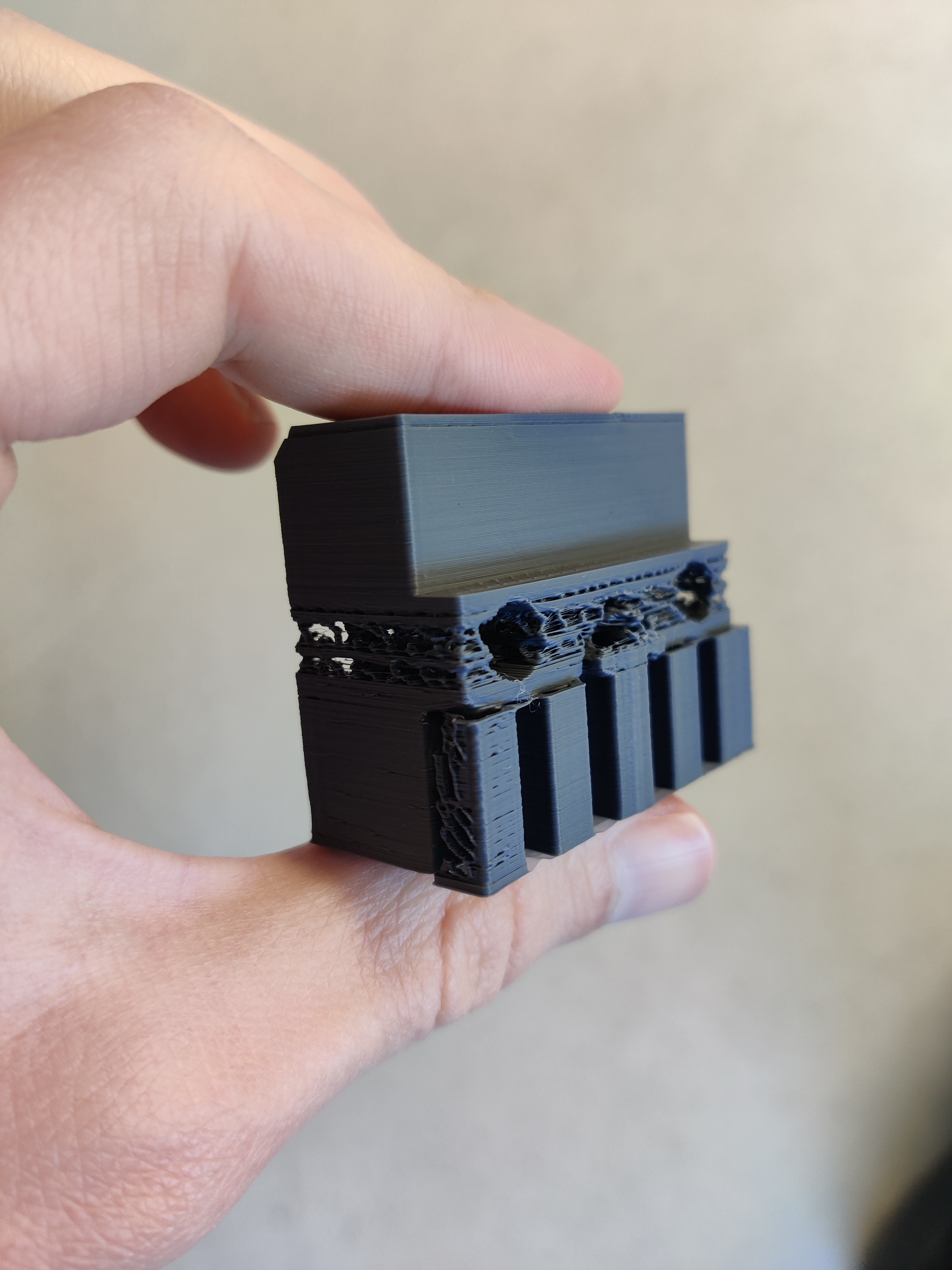
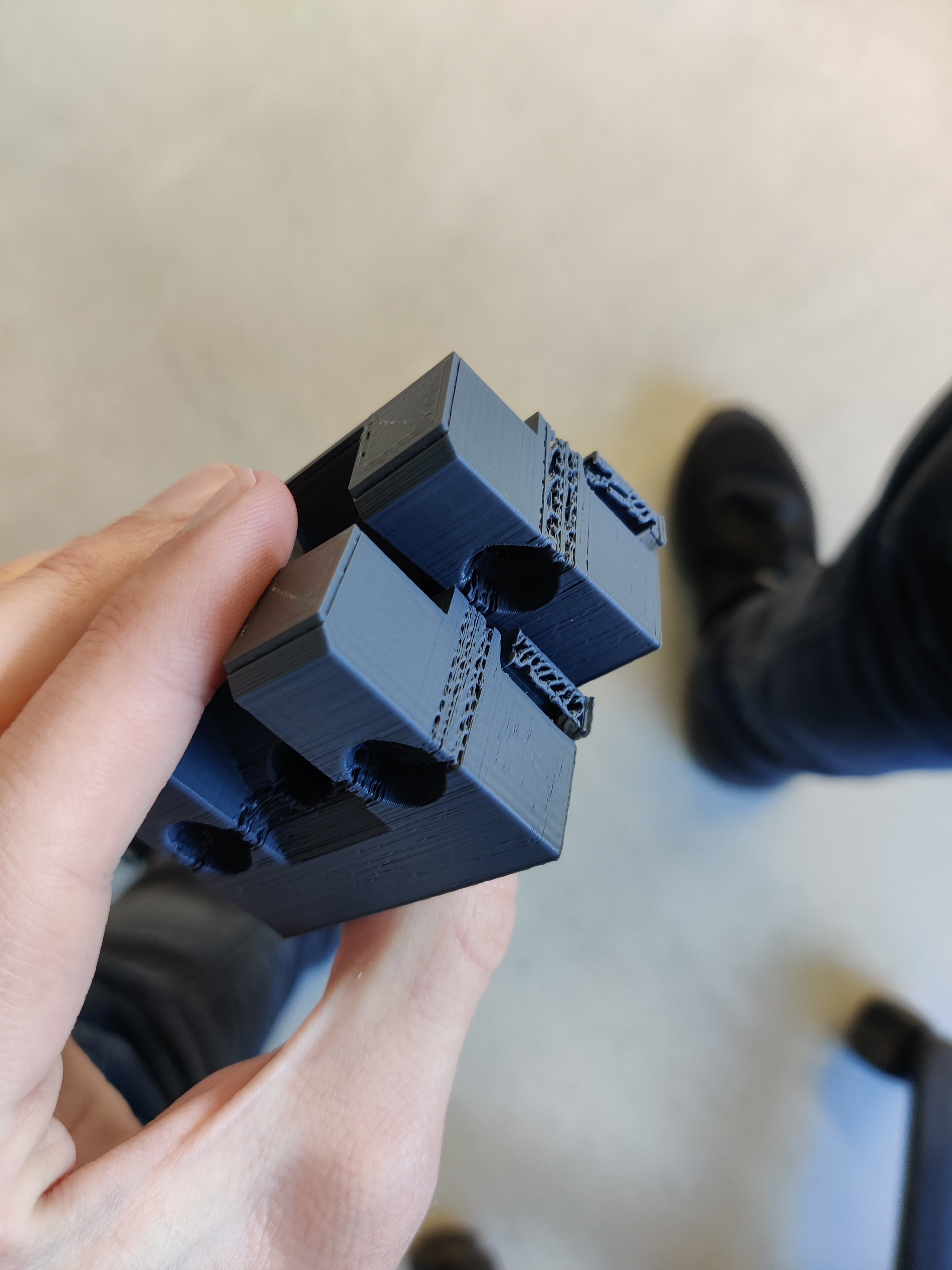
Im working with an old reprap cotroled directly with an Laptop with cura. Filament is RS-Pro (2325395) Pla though. Open around 4 weeks ago but i have this problem in some capacity since i have this Filament. Before i had some really old pla which snapped all the time because it wss so brittle. Is this really just shitty Filament? Help/ Insight would be much appreciated.
Edit: solved. Disabling the retraction worked (as a temporary fix). The Spring of my extruder is too strong so my extruder was eating my filament especially in high retraction areas. The results with my old and hard filament were better because it was so hard the extruder didn't eat it. Picture is in the comments. Thanks everyone for your help.



{kind=link}